技术中心
随着数控机床和精密加工的广泛应用,人们对数控机床的加工精度提出了更高的要求,由机床温度变化而引起热变形造成的热误差及由机床切削力引起力变形造成切削力误差是影响加工精度的关键因素,对于这些因素引起的误差,仅通过机床结构优化设计提高机床精度,比较困难;在当前及其以后的很长的时间内,通过增加少量检测零件,在机床数控系统内编制相应的补偿功能模块,将成为机床精度提高的重要发展方向。数控机床误差动态综合补偿己列入国家科技重大专项“高档数控机床与基础制造装备”表明国家对数控机床误差动态综合补偿技术的高度重视。机床误差补偿技术,在增加少量成本的情况下,能有效地提高数控机床的加工精度,且该力一法也较易实现。本文作者就精密加工中心主轴温度补偿技术的应用方面进行了探讨,利用FANUC系统的PMC进行编程,将温度补偿软件集成于系统内部,通过FANUCPICTURE编制相应的宜人操作界面,将温度补偿技术较好地应用于实际。最终通过实际验证,说明本文方法的有效性。
1、主轴温度补偿实现的基本原理
开发的基于数控系统的软件补偿功能模块,其控制方式为半闭环前馈控制,其补偿原理是:利用系统的PLC程序计算出的补偿值控制Z轴的运动(在此仅以Z轴为例,可扩展于其他轴),从而保证刀具和主轴的相对位置准确。
1. 1 补偿系统控制方式
补偿功能模块采用半闭环前馈补偿的控制方式,其原理如图1所示。在加工过程中,利用热电倡检测到的机床主轴和环境温度变量,通过A/D转换模块将温度值,再由数学模型计算出预测误差,对外部机械原点进行偏移,从而修正加工误差。采用半闭环前馈补偿力方式时,选择正确、合理的变量以及建立高精度的模型,是实现实时高精度误差补偿的关键。
图1 半闭环前馈控制原理
1. 2 补偿系统控制原理

图2 系统内部模块温度补偿控制原理图
1. 3 补偿系统软件设计
主轴温度补偿系统的流程框图如图3

图3 热误差补偿控制系统软件流程框图
在补偿过程中,PLC运算得到补偿值输入CNC控制器后,对预先输入控制器中的数控加工程序中外部机械原点按补偿值进行偏移,从而使误差获得补偿。当机床开机即开启温度误差补偿线程,温度实时补偿每隔2 min便读取一次温度(可以通过读数周期参数来实现补偿周期的调整),根据读取的温度值,通过PLC运算算出热误差值,使外部机械原点发生偏移,从而实现热误差的在线实时补偿。其中PLC中主轴温度补偿用于机械原点偏移的梯图程序如图4所示。

图4 外部机械原点偏移梯形图
2、主轴温度偿系统界面设计
FANUC PICTURE界面设计软件仿真程序运行界面设计如图5所示。程序运行界面如图6所示。

图5 运用FANUC PICTURE设计界面

图6 运行界面图
3、现场FANUC系统截图
图7为FANUC系统的部分PLC截图。
图8中361累积补偿脉冲(NC)的数值为Z轴的应补偿数值,补偿数据可在机床NC显示屏上显示。现场验证温度补偿功能装置如图9所示。

图7 FANUC系统的部分PLC截图
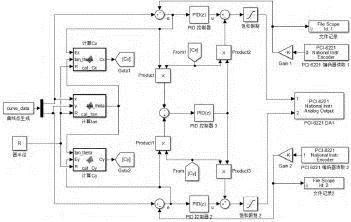
图8 外部机械原点偏移显示位置

图9 现场验证温度补偿功能装置
实践证明该方法具有较好的效果。
4、结论
设计了集成于FANUC数控系统的热误差补偿软件系统。进行了热误差补偿系统的原理和程序设计,并将热误差补偿软件系统在立卧式加工中心上得到了应用,并掌握该技术的核心,可推广应用该技术,为进一步及广泛实际应用该技术奠定了良好的基础。