技术中心
五轴加工中心的RTCP功能是什么意思?
一台数控机床有五个联动轴并不能就此简单地称之为五轴机床,同样,一套数控系统能控五个轴,也不能就此声称为五轴数控系统,判断一台数控机床是不是五轴机床,一套数控系统是不是真正的五轴系统,首先必须看其是否具备RTCP功能,Fidia的RTCP是“Rotational Tool Center Point”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果。
PA的RTCP则是“Real-time Tool Center Point rotation”前几个单词的缩写。海德汉则将类似的所谓升级技术称为TCPM,即“Tool Centre Point Management”的缩写,刀具中心点管理。还有的厂家则称类似技术为TCPC,即“Tool Center Point Control”的缩写,刀具中心点控制。
RTCP(Rotation tool center point)功能,从根本上说,主要是改变了插补运算的流程。
没有RTCP功能的机床,其插补的运算对象是刀具旋转中心,也就是刀轴点,而开启RTCP功能的机床,则变成了刀尖点。这样做可以达成的效果如下图所示:
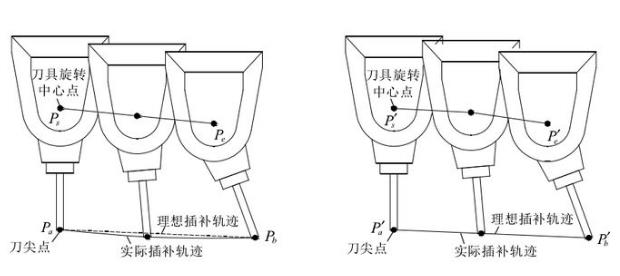
对于包含RTCP功能的机床,可以利用RTCP检测,即编程使刀尖点相对于工件坐标系保持静止,刀轴点按照设定的轨迹运动,通过检测刀尖点的偏移量反映五轴联动性能。比较常见的仪器有由球头棒和千分表组成的R-test检测仪。
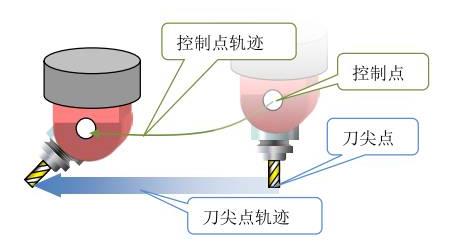
RTCP,在高档五轴数控系统里,认为RTCP即是Rotated Tool Center Point,也就是我们常说的刀尖点跟随功能。在五轴加工中,追求刀尖点轨迹及刀具与工件间的姿态时,由于回转运动,产生刀尖点的附加运动。数控系统控制点往往与刀尖点不重合,因此数控系统要自动修正控制点,以保证刀尖点按指令既定轨迹运动。
不具备RTCP的五轴机床和数控系统必须依靠CAM编程和后处理,事先规划好刀路,同样一个零件,机床换了,或者刀具换了,就必须重新进行CAM编程和后处理,因而只能被称作假五轴,国内很多五轴数控机床和系统都属于这类假五轴。当然了,人家硬撑着把自己称作是五轴联动也无可厚非,但此(假)五轴并非彼(真)五轴!
东莞工业机械专业生产五轴加工中心,五轴钻铣复合机床,六轴卧式镗铣中心,各种深孔钻机床,!

